- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик

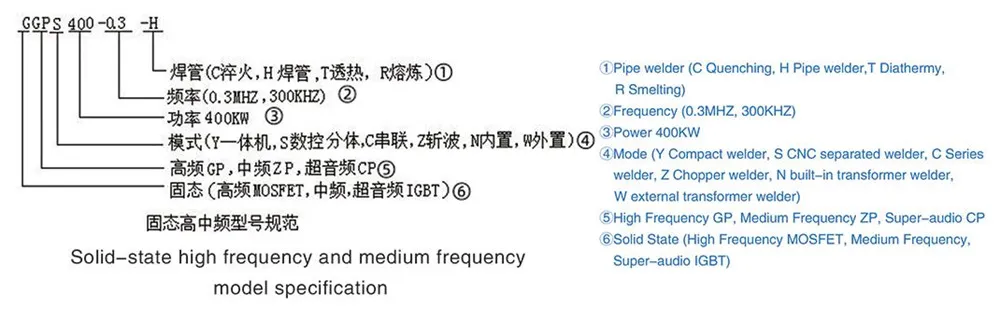
高周波ウェルダーの出力と周波数の選択
高周波ウェルダーには多くの機種があります。低出力溶接機の場合は 1 層 50 KW、中出力溶接機の場合は 1 層 100KW、高出力溶接機の場合は 1 層 200KW または 300KW。
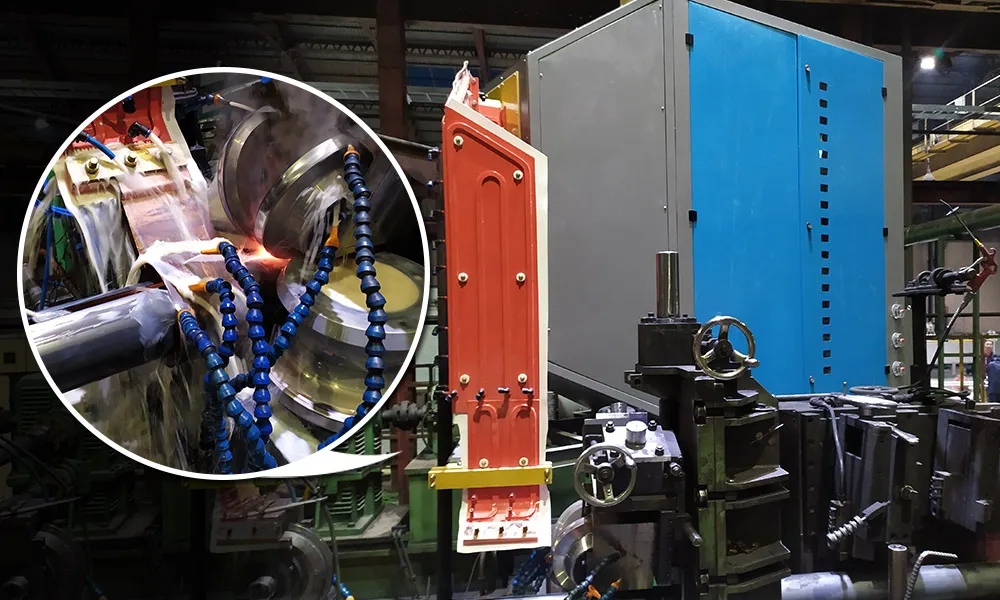
1.動力の選択は主に、生産されるパイプのタイプと必要な生産速度に基づいて行われます。高周波溶接機の電力に加えて、鋼管の壁の厚さ、直径、材質、インダクターの直径、巻数、銅管、磁気ロッドの直径、長さ、材質、冷却など、溶接速度に影響を与える多くの要因があります。 ;押出ローラー前の鋼管開口角度の大きさなど。
通常、私たちはユーザーが製造した最も鋼管の肉厚を主な基準として採用し、肉厚が約1 mmの場合は100KWの溶接機を使用します。壁の厚さは約2 mmで、200KWの溶接機を使用します。肉厚は約8mm、800KWの溶接機を使用します。鋼管の直径が大きくなると速度は遅くなります。通常の状況では、この原則に従って、速度は基本的に要件を満たすことができます。速度に特別な要件がある場合は、特別な考慮が必要です。大型の溶接機は小さなパイプを溶接できますが、小型の溶接機は大きなパイプを溶接できます。速度が異なるだけです。
電源の選択では、工場の電源容量と価格も考慮する必要があります。
2.周波数の選択は簡単です。通常、壁が薄くて小型の溶接機の周波数は高くなります。壁が厚くて大型の溶接機の周波数は低くなります。100KHZから600KHZの溶接機を生産できます。しっかり溶接する場合、周波数が高いほど節電になります。溶接熱影響部が狭いです。